线切割机床工作原理如图所示。
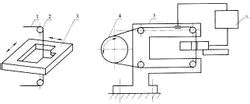
绕在运丝筒4上的电极丝1沿运丝筒的回转方向以一定的速度移动,装在机床工作台上的工件3由工作台按预定控制轨迹相对于电极丝做成型运动。脉冲电源的一极接工件,另一极接电极丝。在工件与电极丝之间总是保持一定的放电间隙且喷洒工作液,电极之间的火花放电蚀出一定的缝隙,连续不断的脉冲放电就切出了所需形状和尺寸的工件。
依据线切割机床工作原理,工件由程序一次性加工成型,这种类型线切割机床定义为:快走丝线切割机床,主要指标:走丝速度8~11m/s,精度0.01mm级,表面粗糙度达Ra≤2.5μm.,最大生产率可达100mm2/min。
中走丝线切割机床是快走丝线切割机床的升级产品,换个讲法:能多次切割的快走丝,所以它的加工速度接近于慢走丝,而加工的质量也趋于慢走丝。主要指标:走丝速度在1~12m/s之间,可以根据需要进行调节,精度0.01mm级,表面粗糙度达Ra≤1.2μm,最大生产率可达150mm2/min,,达到表面粗糙度Ra≤1.2μm,生产率60-80mm2/min左右。
慢走丝线切割机床是电火花线切割的一种,英文简写是(WEDM-LS),是利用连续移动的细金属丝(电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它主要用于加工各种形状复杂和精密细小的工件,电极丝作低速单向运动,一般走丝速度低于0.2m/s,精度达0.001mm级,表面质量也接近磨削水平。电极丝放电后不再使用(成本高于快走丝机床),不存在电极耗损对加工精度的影响,工作平稳、均匀、抖动小、加工质量较好。采用先进的电源技术,实现了高速加工,最大生产率可达220mm2/min。
|


